Project Overview
The Huntlee Sewer Treatment Plant Stage 2 expansion aimed to enhance water treatment capabilities through commercial plumbing and mechanical systems. In collaboration with Altogether Group, we played a key role in installing, connecting, and optimising critical infrastructure to ensure the plant’s smooth and efficient operation.
The project focused on:
- Pump installation to improve fluid circulation and system integration.
- Aeration system setup to enhance biological treatment efficiency.
- Filtration system installation for optimal water purification.
- Pipework installation and testing to ensure reliability and performance.
This upgrade strengthened the plant’s water treatment processes, supporting sustainability and operational efficiency.
Commercial Plumbing Project Scope & Key Upgrades
1. Pump Installation: Ensuring Efficient Fluid Circulation
The treatment plant required high-efficiency pumps to maintain consistent water flow and processing rates, ensuring seamless operation within the existing infrastructure.
Solution:
- Installed and connected advanced water pumps for optimal fluid movement.
- Integrated pumps with the existing treatment system for seamless performance.
- Conducted pressure testing to ensure leak-free operation.
Outcome:
The upgraded pump system now provides reliable water circulation, improving treatment capacity and system longevity.
2. Aeration System: Optimizing Biological Treatment
The plant’s biological treatment processes required an efficient aeration system to increase oxygen levels and support wastewater breakdown.
- Installed a custom-designed aeration system to enhance oxygen transfer.
- Configured aeration components to support biological treatment efficiency.
- Calibrated air flow levels for optimized bacterial activity in wastewater processing.
Outcome:
With improved aeration, the plant now achieves better organic breakdown, leading to cleaner, more sustainable wastewater treatment.
3. Filtration System: Removing Impurities for Improved Water Quality
To enhance water purification, the plant required advanced filtration units capable of removing solid particles and impurities from treated water.
Solution:
- Installed and connected high-efficiency filtration units for improved water clarity.
- Integrated multi-stage filtration technology to capture a wide range of contaminants.
- Tested and calibrated the system for optimal water flow and efficiency.
Outcome:
The filtration upgrades enhanced water quality while improving processing speed and sustainability.
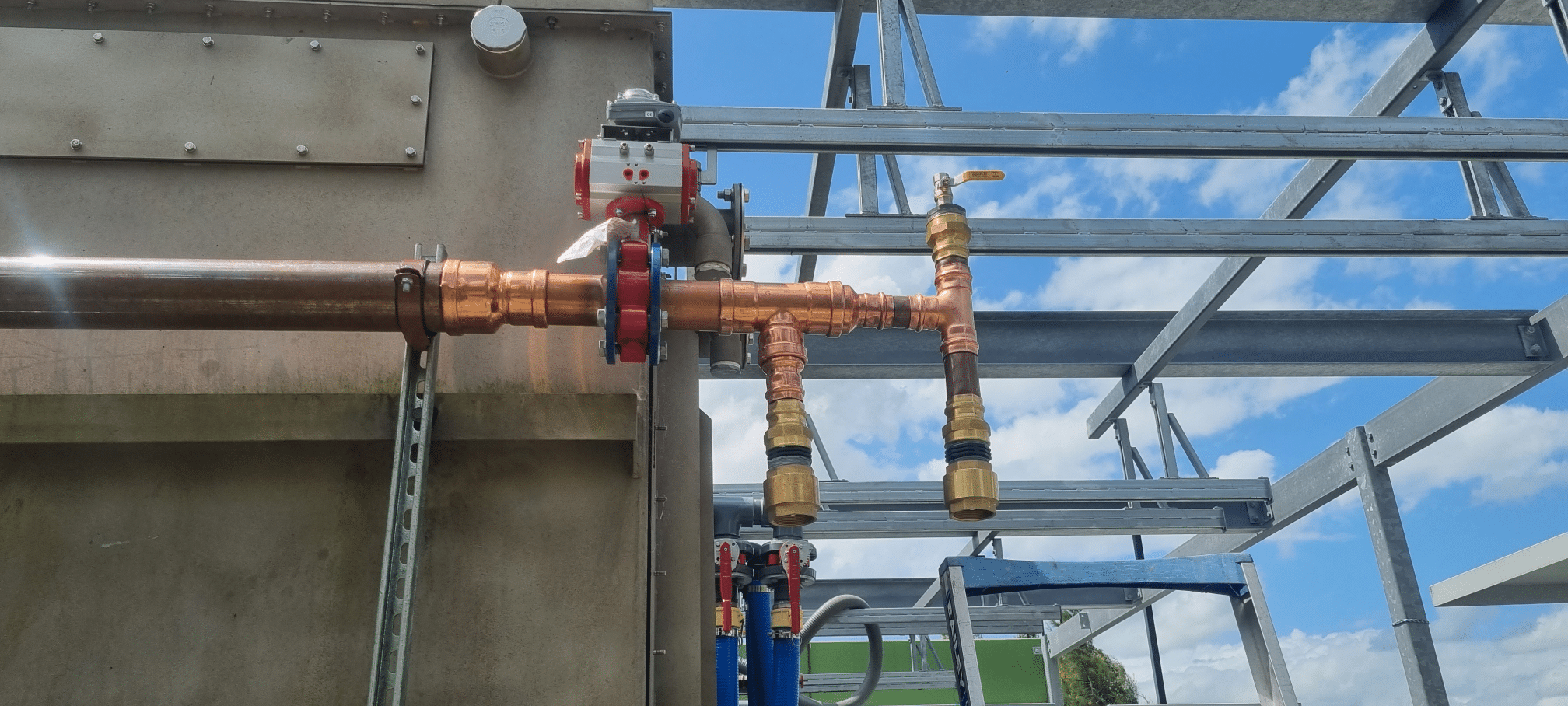
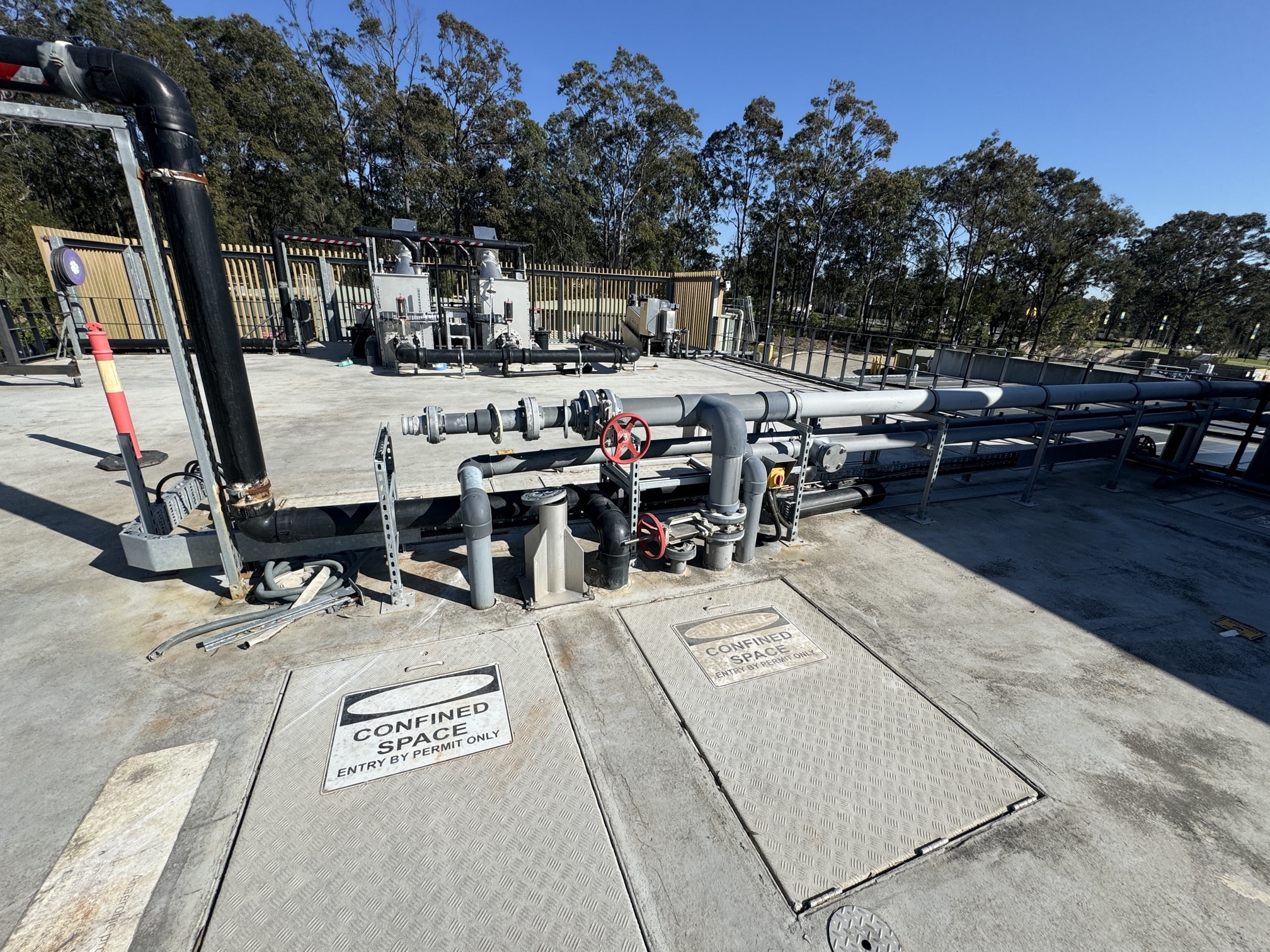
4. Pipework Installation: Ensuring System Reliability
To connect the pumps, aeration, and filtration systems, the plant required durable, leak-proof pipework capable of handling high-pressure water movement.
Solution:
- Installed custom-fitted pipe networks for pumps, aeration, and filtration units.
- Conducted rigorous pressure and flow testing to ensure leak-free operation.
- Used high-quality, corrosion-resistant materials for long-term durability.
Outcome:
The newly installed pipe network ensures smooth water flow, reducing maintenance needs while increasing efficiency and reliability.
Results & Benefits
Through these targeted upgrades, the Huntlee Sewer Treatment Plant now benefits from:
- Increased Treatment Efficiency – Faster, more effective wastewater processing.
- Improved Sustainability – Energy-efficient aeration and filtration reduce environmental impact.
- Optimised Fluid Management – High-quality pipework and pumps ensure seamless water circulation.
- Long-Term Reliability – Durable materials and precision engineering reduce maintenance needs.
This project enhances the region’s wastewater treatment infrastructure, supporting sustainable water management for future growth.